


0.概述
數控重型臥式車床用于加工重型軸類,盤類零件及其他回轉類零件。數控重型臥式車床豐軸錐孔及尾座芯軸錐孔的端徑跳精度是臥車整機精度中兩項非常重要的幾何精度。主軸錐孔及尾座芯軸錐孔的端徑跳精度是否合格直接影響臥式車床所加工零件的精度。但在現場實際裝配臥車過程中,檢驗主軸錐孔及尾座芯軸錐孔時,錐孔的端跳及徑跳總出現超差現象。這是由于機加及裝配過程中各項公差累積造成的。為了消除這個累積誤差,我公司采用r一種高精度錐孔自磨工藝,能很好的保證自磨后豐軸錐孔及尾座芯軸錐孔的端徑跳精度。
1.具體工藝方法及過程
1.1 高精度錐孔端徑跳超差問題的提出
數控重型臥式車床在總裝中檢驗主軸錐孔及尾座芯軸錐孔這兩項精度時.錐孔端徑跳動總是超差。現場實際裝配中反復出現此類情況.說明此項精度超差不是單純的裝配問題。公司技術人員經過多次討論.認為此項超差是綜合因素,是機加及裝配過程中各項公差累積的結果。如圖一,套筒前后軸承安裝面的加工精度,前后軸承自身精度以及芯軸安裝軸承面加工精度這三項精度影響這尾座芯軸錐孔的端跳及徑跳精度,同時在裝配過程中出現的裝配誤差也將影響芯軸錐孔精度。這就要求尋求一種方法來解決公差累計以至錐孔端徑跳精度超差的問題。高精度錐孔自磨工藝就是這樣一種解決方法,在機床裝配的最末環節通過自磨錐孔來消除累計誤差的影響,使錐孔各項精度達到合格證要求。
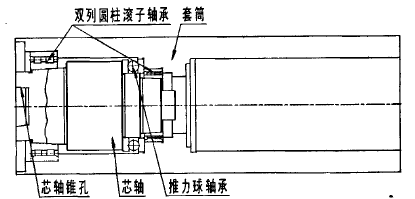
圖一 高精度錐孔端徑跳超差問題
1.2 具體解決問題的工藝過程
如圖二所示,將自磨工裝傳動桿(件1)在芯軸上配作3-M 8螺釘孔(安裝傳動桿中心與芯軸中心重合),緊固把合螺釘。將芯軸組件及傳動桿安裝于尾座套筒內,并安裝法蘭盤(件2)、推力軸承及墊(件3)。按不同規格尾座套筒長度尺寸調整套(件4)長度并安裝,緊固圓螺母。組裝萬向聯軸器與轉盤(件5),并裝銷釘。將芯軸套筒組件及自磨工裝一起吊放置在一臺普通臥車上,用臥車花盤卡住轉盤。套筒用中心架支撐。將自制的自磨機吊放置在臥車床身上。啟動臥車,臥車主軸帶到套筒轉動,用自磨機砂輪磨削尾座芯軸錐孔。
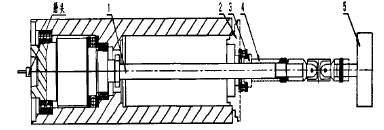
圖二 解決問題的工藝過程
為了避免選用的普通臥車將自身的精度傳遞給芯軸從而影響自磨錐孔精度.轉盤與傳動桿之間使用萬向聯軸器,這樣就能保證選用臥車只是傳遞動力而不把臥車自身精度傳遞給芯軸。芯軸的旋轉精度只來至高精度軸承的旋轉精度。這樣就能保證錐孔端徑跳的高精度。錐孔自磨后.錐孔的端徑跳精度就是軸承的端徑跳精度,這樣能使錐孔的精度達到0.005以內。
2.結論
使用高精度錐孔自磨工藝,并設計專用的自磨機及自磨工裝,能很好解決尾座芯軸在機加及裝配過程中的累計誤差問題,而且效果非常明顯。由于可以在裝配末環節通過錐孔自磨以保證錐孔達到很高的精度,這樣就可以很好的彌補由于機加加工精度達不到而產生的加工精度不合格問題,減少機加車間難度,降低裝配現場的返修時間,能大大提高裝配效率。


