


新產品信息

發布單位:柳州豪姆機械有限公司
所屬行業:建材
鑒定時間:2016年
產品價格:面議
0
收藏數
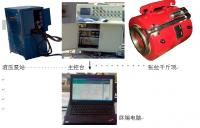
先張法智能張拉設備主要由臺座、液壓泵站、張拉千斤頂、拉桿、活動梁和主控臺組成,由主控臺控制液壓泵站往各千斤頂供油,使千斤頂往前拉動拉桿,實現對鋼絞線的張拉工作。
拉伸同步的控制
一臺油泵同時供4臺千斤頂工作,當整個系統里的某臺千斤頂的荷載或摩擦力不一樣時,就會引起其他千斤頂運行速度不一致。此時由千斤頂上的位移傳感器的實時數值反饋給主控臺,跟其他千斤頂的位移傳感器實時數值對比,通過單向球閥的通斷來控制運行速度不一致千斤頂的行程,使其供油的千斤頂的運行速度跟其他千斤頂運行速度相一致,從而達到同步張拉的目的。
張拉力同步的控制
鋼絞線張拉時,從0~80%的應力范圍內其張拉力和伸長量基本成正比關系的。當采用張拉力控制同步時,必須取消位移傳感器同步的控制,單獨采用張拉力控制同步。同樣,當某臺千斤頂的張拉力與其他千斤頂的拉力差值超過設定值時,通過單向球閥的通斷來控制張拉力不一致千斤頂,等待其他千斤頂的拉力一致后再一起同步張拉,保證系統控制下的千斤頂張拉力同步。
工作程序
所有的張拉施工設備安裝就緒并連接好張拉桿和鋼絞線后,并預緊所有鋼絞線后,即可啟動同步系統進行同步張拉。張拉過程中,由各千斤頂位移傳感器反饋的信息,經主控臺對比計算,控制各千斤頂的位移同步達到設計要求的誤差范圍。程序設計時設定為千斤頂活塞伸出285mm時自動停止該千斤頂的供油,同時主控臺記錄該千斤頂停止時的各項張拉數據。當所有千斤頂走完行程并自動停止后,控制頁面彈出對話框,張拉系統暫停工作。把各千斤頂的過渡支架內的螺母旋至臺座端面,拉緊拉桿。按屏幕控制頁面對話框上的“倒頂”鍵,各千斤頂自動卸壓并回頂。當各千斤頂都回程到底,系統自動停止供油后,控制頁面彈出對話框。再把各千斤頂外的張拉螺母旋至千斤頂的球型支座上,按屏幕控制頁面對話框上的“繼續張拉”鍵,各千斤頂根據控制應力繼續同步張拉。當第二次張拉滿行程后還不夠控制應力時,可以重復以上的操作進行第三次、第四次張拉,直到設計的張拉控制應力。程序設計時設定千斤頂行程至285mm時或張拉到控制應力時都自動停機并彈出對話框。
當倒頂后進行第二次張拉時,系統根據各千斤頂倒頂前的最高數據連接張拉,第二次張拉的活塞伸長量以第一次停止張拉時的油壓的活塞伸長量作為初伸長量。繼續張拉的伸長量累加作為最終計算的鋼絞線伸長量,各階段的油壓值作為第二階段的起點與監控參考。當各千斤頂張拉至設計控制應力后,系統自動停止張拉并持荷,彈出對話框,同時保存各項張拉數。查看屏幕的控制頁面各項監控數據,都基本合格后,把各千斤頂的過渡支架內的螺母旋至臺座端面,拉緊拉桿。按對話框上的“結束張拉”鍵,各千斤頂自動卸壓并回頂,鋼絞線與拉桿以錨固螺母錨固于臺座的端面。卸下張拉螺母與千斤頂,即結束一組鋼絞線的先張法張拉。
拉伸同步的控制
一臺油泵同時供4臺千斤頂工作,當整個系統里的某臺千斤頂的荷載或摩擦力不一樣時,就會引起其他千斤頂運行速度不一致。此時由千斤頂上的位移傳感器的實時數值反饋給主控臺,跟其他千斤頂的位移傳感器實時數值對比,通過單向球閥的通斷來控制運行速度不一致千斤頂的行程,使其供油的千斤頂的運行速度跟其他千斤頂運行速度相一致,從而達到同步張拉的目的。
張拉力同步的控制
鋼絞線張拉時,從0~80%的應力范圍內其張拉力和伸長量基本成正比關系的。當采用張拉力控制同步時,必須取消位移傳感器同步的控制,單獨采用張拉力控制同步。同樣,當某臺千斤頂的張拉力與其他千斤頂的拉力差值超過設定值時,通過單向球閥的通斷來控制張拉力不一致千斤頂,等待其他千斤頂的拉力一致后再一起同步張拉,保證系統控制下的千斤頂張拉力同步。
工作程序
所有的張拉施工設備安裝就緒并連接好張拉桿和鋼絞線后,并預緊所有鋼絞線后,即可啟動同步系統進行同步張拉。張拉過程中,由各千斤頂位移傳感器反饋的信息,經主控臺對比計算,控制各千斤頂的位移同步達到設計要求的誤差范圍。程序設計時設定為千斤頂活塞伸出285mm時自動停止該千斤頂的供油,同時主控臺記錄該千斤頂停止時的各項張拉數據。當所有千斤頂走完行程并自動停止后,控制頁面彈出對話框,張拉系統暫停工作。把各千斤頂的過渡支架內的螺母旋至臺座端面,拉緊拉桿。按屏幕控制頁面對話框上的“倒頂”鍵,各千斤頂自動卸壓并回頂。當各千斤頂都回程到底,系統自動停止供油后,控制頁面彈出對話框。再把各千斤頂外的張拉螺母旋至千斤頂的球型支座上,按屏幕控制頁面對話框上的“繼續張拉”鍵,各千斤頂根據控制應力繼續同步張拉。當第二次張拉滿行程后還不夠控制應力時,可以重復以上的操作進行第三次、第四次張拉,直到設計的張拉控制應力。程序設計時設定千斤頂行程至285mm時或張拉到控制應力時都自動停機并彈出對話框。
當倒頂后進行第二次張拉時,系統根據各千斤頂倒頂前的最高數據連接張拉,第二次張拉的活塞伸長量以第一次停止張拉時的油壓的活塞伸長量作為初伸長量。繼續張拉的伸長量累加作為最終計算的鋼絞線伸長量,各階段的油壓值作為第二階段的起點與監控參考。當各千斤頂張拉至設計控制應力后,系統自動停止張拉并持荷,彈出對話框,同時保存各項張拉數。查看屏幕的控制頁面各項監控數據,都基本合格后,把各千斤頂的過渡支架內的螺母旋至臺座端面,拉緊拉桿。按對話框上的“結束張拉”鍵,各千斤頂自動卸壓并回頂,鋼絞線與拉桿以錨固螺母錨固于臺座的端面。卸下張拉螺母與千斤頂,即結束一組鋼絞線的先張法張拉。


